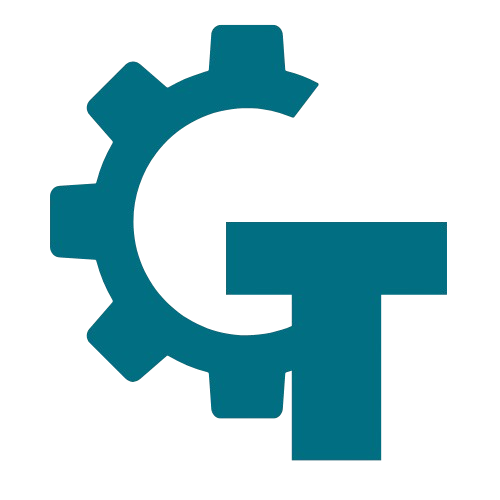




FANUC サーボ モーターまたはスピンドル モーターが次のようなアラームをトリガーした場合 アラーム 8、アラーム 9、アラーム A、アラーム B、またはアラーム 12、多くの場合、電気またはモーター関連の故障を示します。これらのエラーは通常、過電流状態 (HC アラーム)、短絡、または接地の問題を示しています。
この記事では、問題が原因であるかどうかを判断するための段階的なトラブルシューティング方法の概要を説明します。 ファナックモーター または サーボ/スピンドルアンプ。間違ったコンポーネントを交換して不必要なダウンタイムやコストが発生することを避けるためには、適切な診断が非常に重要です。
初期診断 - モーターのリード線を取り外し、アラーム LED を確認します。
1.ファナックモーターとドライブアンプの間の4本の電源リードを外します。
2.CNC マシンの電源を入れ、アンプ モジュールの HC アラーム LED のステータスを観察します。
- HC LED (高電流) アラームが消えた場合は、モーターが障害の原因である可能性があります。
- HC アラームが続く場合 (例: サーボのアラーム 8、9、A、B、またはスピンドルのアラーム 12)、ドライブ アンプに障害がある可能性があります。
注記: スピンドルアンプの場合、モータに低速 M コードコマンドを発行した後にのみ HC アラームが表示される場合があります。
ファナック スピンドルおよびサーボ モーターのアラーム 8、9、A、B、または 12
ファナック サーボ モーターの段階的な電気テスト
原因をさらに特定するには、デジタル マルチメーターと絶縁抵抗計を使用してモーターの絶縁と抵抗をテストします。
ステップ 1: 抵抗テスト (抵抗計を使用)
- 相間 (レッグからレッグ) および相からグランド (レッグからグランド) への抵抗を測定します。
- すべての脚間測定値 (U-V、V-W、W-U) は低く、一貫している必要があります。
- すべてのレッグからグランドまでの測定値 (U-G、V-G、W-G) は開回路 (OL) を示すはずです。
短絡または不均衡は、モーターの内部巻線の問題または地絡を示している可能性があります。
ステップ 2: 絶縁テスト (メガオーム計を使用)
- 1000V に設定されたメガオーム計 (メガー) を使用して、各相脚 (U、V、W) の接地をテストします。
- 読み取り値は無限大 (または ≥500 MΩ) である必要があります。
- モーター電源コネクタ、端子箱、またはドライブからの電源ケーブルに問題が発生する可能性があるため、モーター側とケーブル端子の両方からテストしてください。
これは、絶縁の完全性を検証し、湿気の侵入、汚染、またはケーブルの損傷を特定するのに役立ちます。

ファナック スピンドルおよびサーボ モーターのアラーム 8、9、A、B、または 12
次に何をすべきか - モーターかドライブか?
- モーターが両方のテストに合格しても、接続を解除しても HC アラームが続く場合は、アンプ モジュールの欠陥が疑われます。
- モーターが絶縁テストまたは抵抗テストに合格しなかった場合は、損傷している可能性が高いため、修理または交換する必要があります。
FANUC アラーム 8、9、A、B、またはアラーム 12 のトラブルシューティングを行う場合、CIT は、CNC システムを正確かつ信頼性をもって復元するのに役立ちます。
専門的な修理サービス、部品交換、技術サポートについては、今すぐ CIT Automation Equipment にお問い合わせください。